



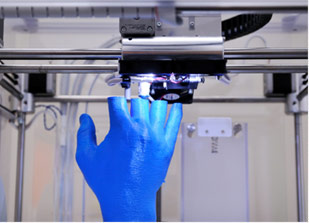
3D printing or additive manufacturing is a process of making three dimensional solid objects from a digital file. The creation of a 3D printed object is achieved by using additive processes. In an additive process an object is created by laying down successive layers of material until the entire object is created. Each of these layers can be seen as a thinly sliced horizontal cross-srction of the eventual object.
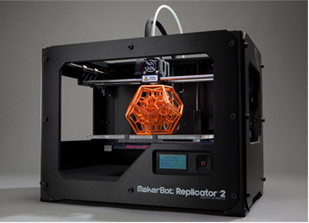
Not all 3D printers use the same technology. There are several ways to print and all those available ones are additive, differing mainly in the way layers are build to create the final object.
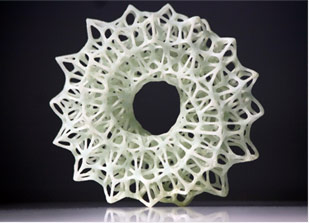
Some methods use melting or softening material to produce the layers. Selective laser sintering (SLS) and fused deposition modeling (FDM) are the most common technologies that use this way of printing. Another method of printing is when we talk about curing a photo-reactive resin with a UV laser or another similar power source one layer at a time. The most common technology using this method is called stereolithography (SLA).
Not all 3D printers use the same technology. There are several ways to print and all those available ones are additive, differing mainly in the way layers are build to create the final object.
Some methods use melting or softening material to produce the layers. Selective laser sintering (SLS) and fused deposition modeling (FDM) are the most common technologies that use this way of printing. Another method of printing is when we talk about curing a photo-reactive resin with a UV laser or another similar power source one layer at a time. The most common technology using this method is called stereolithography (SLA).

MIM is applicable to various kinds of materials such as black and ferrous metals (such as stainless steel and high-speed steel), nickel iron, tungsten carbide, fined ceramic and magnetic materials, etc. The technology has been established and widely adopted in the USA, Japan and European countries for the past two decades. Featuring extremely high flow rate, mass volume production of metal parts with intricate shapes. The flow rate of the MIMis as high as plastic injection molding, so it can be used to make parts in all shapes that can be realized by plastic injection molding. The size and thickness of the MIM parts are limited, which affect the sintering time and raise the costs. The more complex the part is, the better it is for the MIM process to be performed. The expensive MIM parts feature high relative density, so they have no pinholes even after polishing, and can be electroplated. MIM parts have extremely high relative density of over 99%, while P/M can only make 85 to 90%.
The higher the relative density is, the stronger the mechanical properties and strength are. MIM shows high performance in the tensile strengths, desirable hardness and elongations compared with other methods. The MIM process can yield significant cost savings over the following competing industries such as: Precision, Machining, CNC Machining, Die-Casting, Precision Casting, Screw Machining, Traditional P/M, Stamping or Forging, or any other Sintering Components. The cost savings can also be realized by eliminating Secondary Operations, Machining, Sizing or Coining, Oil Impregnation, Tumbling, or other Surface Treatment.
The higher the relative density is, the stronger the mechanical properties and strength are. MIM shows high performance in the tensile strengths, desirable hardness and elongations compared with other methods. The MIM process can yield significant cost savings over the following competing industries such as: Precision, Machining, CNC Machining, Die-Casting, Precision Casting, Screw Machining, Traditional P/M, Stamping or Forging, or any other Sintering Components. The cost savings can also be realized by eliminating Secondary Operations, Machining, Sizing or Coining, Oil Impregnation, Tumbling, or other Surface Treatment.



Powder metallurgy is a manufacturing process where various powder metals such as stainless steel, brass, copper, iron and bronze are compressed and then sintered (heated) to increase adhesion between particles. Material blending allows for a certain amount of customization of material properties to produce desired characteristics suitable for a particular application.
The part is formed by compressing the powder metal, or blended metal powders, in accurately formed dies and punches in special types of hydraulic presses. The compressed pieces are then sintered in an atmosphere controlled furnace at high temperatures, causing the metal powder particles to be metallurgically bonded together. This remarkably “green” and environmentally friendly process uses 99% of the material that’s in the mold, producing harmless bi-products of nitrogen and hydrogen.
Optional operations include sizing or coining. Supplementary heat treatments may also be employed to increase material strength. Other optional finishing steps include milling & machining, grinding, drilling & tapping, reaming & other hole sizing, plating, and Cu, plastic or oil impregnating. The result is high density parts comparable to wrought products of the same composition and surpassing plastic and die cast material properties. Lower density will, of course, result in lower physical properties; however, these parts can be used in filter or air flow applications.
The part is formed by compressing the powder metal, or blended metal powders, in accurately formed dies and punches in special types of hydraulic presses. The compressed pieces are then sintered in an atmosphere controlled furnace at high temperatures, causing the metal powder particles to be metallurgically bonded together. This remarkably “green” and environmentally friendly process uses 99% of the material that’s in the mold, producing harmless bi-products of nitrogen and hydrogen.
Optional operations include sizing or coining. Supplementary heat treatments may also be employed to increase material strength. Other optional finishing steps include milling & machining, grinding, drilling & tapping, reaming & other hole sizing, plating, and Cu, plastic or oil impregnating. The result is high density parts comparable to wrought products of the same composition and surpassing plastic and die cast material properties. Lower density will, of course, result in lower physical properties; however, these parts can be used in filter or air flow applications.






